

Drills and Applications
Drilling is the cutting process to create holes in a material. There are many different types of drills specific to specific materials and applications such as steels, cast irons, aluminum, stainless steels, plastics, composites, alloys, deep holes, pilot holes, micro applications, etc. In the metal cutting industry, CNC drilling uses either milling machines or centers and lathes to cut round holes. RedLine Tools offer a full range of drills for every application including; Micro Spotting Drills, Spotting Drills, Micro Drills, Stub Length Drills, Jobber Length Drills, Screw Machine Length Drills, Taper Length Drills, Multi-Material, Double-Margin and Combined Countersink Drills. Our tungsten carbide drills can withstand extreme conditions, including high temperatures and have a longer tool life than high-speed steel drills. All RedLine Tools drills are Proudly Made in the USA.
High Performance Drills
High performance drills are manufactured to meet the demands of high volume production. Made from carbide, these drills offer longer tool life, higher speeds, and excellent chip control. The coolant thru style of some of these provide better chip removal than standard drills. Redline high performance dills include many different configurations such as circuit board drills, micro drills, and multi-material 3, 5, and 7 flute drills. High performance AlTiN coating is also available on these drills.
Micro Drills
These drills are used for drilling holes smaller than 3 mm in diameter. Often used in the aerospace industry, mold and dye making and electronics, RedLine Tools has carbide drill from .0040 to .1250 in diameter. They can be used on a wide range of materials. The AlTiN coated drills allow for increased tool life.

Micro Center Drills
RedLine Tools has a wide selection of micro center spotting drills. These drills are made from rigid carbide to provide an accurate pilot hole.

Multi-Material Drills
RedLine multi-material drills are designed to give optimal performance in a wide range of materials. Our 142° point is designed to reduce thrust and our flute design stabilizes our drills for better positioning and for a more accurate hole. All shanks are manufactured to h6 tolerance, suitable for use in shrink-fit holders. They are available in coolant fed and non-coolant fed varieties. Information about coolant pressure requirements and feed rates can be found on the technical information page, here.

Double Margin Drills
These drills reduce cutting forces and provide additional stability for heavier feed rates in most materials and gives increased performance when drilling Stainless Steel, Titanium, Carbon Steels and Cast Iron. Our double margin design provides improved hole finishes, quicker hole engagement and better location accuracy when drilling through cross holes. All holes have a h6 tolerance, suitable for shrink-fit holders. They are available in coolant fed and non-coolant fed varieties. Information about coolant pressure requirements and feed rates can be found on the technical information page, here.

Aluminum & Non-Ferrous Drills
RedLine Aluminum & Non-Ferrous High Performance Drills have been specifically designed for high penetration rates, great chip evacuation, and improved hole quality, speed and performance for lower hole costs. Their parabolic flute design allows for deeper holes to be cut cleanly. Shanks are manufactured to h6 tolerance, suitable for use in shrink-fit holders. These carbide drills are available in the bright uncoated finish. Feed rates and tolerances can be found on our technical information page, here.

Center Spotting Drills
These tools are short length and are made to be very ridged so they can precisely drill a spot hole for a twist drill. The dimple hole prevents the bigger twist drill from walking. However, you do not need a dimple hole for all drills. It is recommended to only use a spotting drill for HSS material tools longer than a 5XD length. Carbide tools or insertable drills are much more rigid than HSS tools so generally they do not deflect and don’t need a pilot hole, in fact, some manufactures recommend not using a spotting drill because the dimple can chip the carbide drill or insert. Short length HSS drills don’t need a pilot hole including screw machine-length drills.

Selecting the Correct Spotting Drill
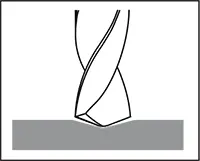
Spotting for Carbide Drills
Select a spotting drill with a point angle = to or > Greater than the final drill point angle.
The spot drill diameter should be 30% less than your drill diameter.
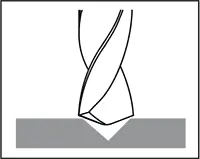
Spotting for HSS/Cobalt Drills
Select a spotting drill with a point angle < than the final drill point angle.
The spot drill diameter should be 30% less than your drill diameter.
Jobber Length Drills
These drills have a length that is 8-12 times its diameter. They are suited for general purpose applications. These drills are available in solid carbide, cobalt and high-speed steel substrates. Coatings available include AlTiN, Oxide finish, Black & Gold, and Bright finish. Speed and feed rates can be found on our technical information page, here.

Screw Machine and Stub Length Drills
Machine length drills are also called screw-machine length or stub length drills. These drills were designed for use in screw machines where the overall length and shorter flutes offer increased rigidity. They are often used for hard materials where the increased rigidity helps to prevent skating on the material. Speed and feed rates can be found on our technical information page, here.

Silver & Deming Drills
These drills have a shank that is smaller than the cutting diameter that allow a single holder to be used for a variety of drill sizes from 33/64 to 1-1/2 inch. All RedLine Tools Silver and Deming drills have a shank diameter of ½”. Speed and feed rates can be found on our technical information page, here.

Straight Flute Drills
These drills are primarily used on soft metals like copper, aluminum or brass. These metals have increased ductility and softness that causes the material to make prolonged contact with the rake face. The material softness increases the likelihood of a twist drill “digging-in”. However, straight flute drills do not have this issue and maintain proper hole diameter and sidewall surface finish. Speed and feed rates can be found on our technical information page, here.

Taper Shank Drills
Taper shank drills have a Morse tapered shank that fits directly into the tapered holes of drill press spindles, driving sleeves or sockets. They produce more torque strength for heavy duty work and reduce time to change drills. Speed and feed rates can be found on our technical information page, here.

Long Length Drills
This category includes Aircraft Extension Drills and Taper Length Drills.
Aircraft Extension Drills
These drills are heavy duty jobber length twist drills used to drill holes in hard to reach places. Available in oxide coated HSS and cobalt with 135° split points.

Taper Length Drills
These are general purpose HSS drills that have a longer cutting length than jobber drills. The name “taper length” comes from the fact that they have the same cutting length as tapered shank drills.


.png)